1.- Termikoki eragingabeko zona.
2.- Termikoki eragindako zona.
3.- Urtze partzialezko zona soldadur ertzean.
4.- Erabat urtutako zona; metal erantsiaren diluzio osoa piezaren metalean.
Soldadur prozeduran material baten egoera (adibidez, tenperatura) aldatzen da, eta ondorioz, normalean bere jatorrizko ezaugarriak ere bai. Beraz, garrantzi handia dauka pieza nola soldatzen den jakiteak; kasu askotan piezaren geroko haustura soldadura dagoen lekuan hasten bait da. Horregatik, gaur egun soldaduren kalitate-kontrolak soldadur prozedurak bezain garrantzitsuak dira.
Soldadur prozedura gehienetan bero-iturri baten bidez materialaren zati bat urtzerakoan bi piezen juntatzea lortzen da. Batzutan, juntatze-prozedura errazteko beste material bat eransten da. Ondorioz, soldadur zona ez da homogenoa izaten eta zati desberdinak bereiz daitezke, 1. irudian ikusten denez:
Termikoki eragindako zonetan, mikroegituraren aldaketak azal daitezke; adibidez, bikor-neurriaren handitzea, tenple-egitura agertzea (hozketa azkarra izaten delako), eta abar. Ondorioz, zona horietan piezak hauskorragoak izango dira, piezaren beste edozein zatirekin konparatuz. Horregatik, piezaren hausturaren ikuspuntutik 2. eta 3. zonak dira arriskugarrienak.

Soldadur sistema desbedinak honako bi talde nagusietara bil daitezke: galdaketazko soldadura eta presiozko soldadurara. Lehendabiziko taldean, bi osagaien arteko soldadurak materialaren urtze eta ondoko solidotzea eskatzen du, kanpoko edozein indarren aplikazioak erabateko garrantzia dauka, nahi eta kasu batzutan piezak berotu. 1. Taulan soldadur mota bakoitzaren adibide batzuk aurkezten dira.
Galdaketazko soldadura
1. Gasezko soldadura
Talde honen barnean, garrantzitsu eta ezagunena soldadura oxiazetilenikoa da. Sistema honetan bero-iturria, azetileno eta oxigenoa erraz lortzen da:
C 2 H 2 +O 2 2CO+H 2 +106'5 Kcal
eta ondoko erreakzioak airearekin ere badaude:
CO+1/2O 2 +2N 2 CO 2 +2N 2 +68 Kcal
H 2 +1/2O 2 +2N 2 H 2 O+2N 2 +56 Kcal
Sugar-puntuaren tenperatura 3100°C izaten da.
Bese soldadur sistemekin konparatuz, arkuzko soldadurekin adibidez, geldiagoa eta kontrolatzen zailagoa da, eta beraz, momentu honetan gutxi erabiltzen da industrian.
2. Arkuzko soldadura
Arkuzko soldadur sistema desberdinak daude; baina denak honako printzipioan oinarritzen dira: soldatzeko pieza eta elektrodo baten artean arku elektrikoa sortzen da. Elektrodoa estaldura ez-metalikoa duen metala da. Arkuak xafla edo soldatzeko metala urtu eta industu egiten du. Urtutako metala, aintziraren antza hartzerakoan, arkutik aldentzen da. Bestalde, elektrodoa ere urtzen da tantak formatuz, eta, azken hauek, arkuaren eraginez, urtutako metalak utzitako lekura jaurtikitzen dira.
Estalduraren zati batek baporitzerakoan gasezko azala sortzen du, soldadurak airea uki ez dezan; gainontzeko estaldura urtzen da metalarekin nahastuz, eta zikinkeria biltzerakoan zepa sortzen du
Talde honen barnean arku murgilduzko soldadura ere aurkitzen da. Kasu honetan, elektrodoa metalez bakarrik osaturik dago. Piezaren ertzetan eta elektrodo-puntuan fusioa batera gertatzen da. Azken honek, etengabeko aitzinapen-higiduraz baliatuz, metal gehigarriz hornitzen du, eta bitartean hauts berezi bat ezarriz, soldaduran oxidazio-prozedurari ihes egiten zaio. 3. irudian soldadur sistema honen eskema aurkezten da.

Automatikoki egiten diren soldadur sistemen artean, erabilena hau da; itsasuntzi, presio-ontzi zubitarako habetan eta abarretan bereziki.
3. Elektroi-bonbardaketazko soldadura
Soldatzeko piezak huts-ganbara batean sartzen dira eta elektroi-sortaren bitartez juntura inguruko zona urtzen da. Sistema-mota honek abantaila batzuk ditu; garbitasuna eta oxidazio-prozeduren eza adibidez. Gainera, soldatzeko-zona zehatz-mehatz kokatzen da eta horregatik erabilgarria izaten da soldadura zail eta hatzemangaitzetan. Dena den, elektroi-bonbardaketazko soldadura oso garestia da eta huts-ganbararen beharrak nabarmenki mugatzen ditu bere aplikazioak.
4. Laserrezko soldadura

Elektroi-bonbardaketazko soldaduraren ordez erabiltzen da. Bere abantailarik nagusiena, oso zona txikietan energi dentsitate handien kontzentrazioa edukitzea da, eta horregatik oso egokia da soldadur mota hau elektronikan erabiltzeko. Laserraren medioz adibidez, 0'01 mm-ko hariak solda daitezke.
Sistema honi esker, soldaduraren automatizazio eta produkzio-kantitatea nabarmenki handitu dira. Era berean, soldadur itxuraren kalitatea hain ona denez gero, azkeneko kontrolak urritu egin dira. Dena den, bere mugarik handiena soldatzeko sakontasunean datza. Gaur egun, nahiko zaila da 5 mm-ak gainditzea, eta normalean, milimetro bateko sakonera baino handiagoa behar duten kasuetan ez da erabiltzen.
Presiozko soldadura
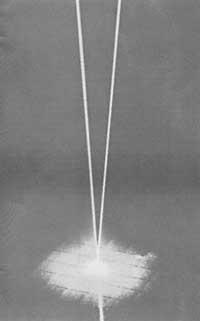
1. Eztandazko soldadura
Soldadur mota hau ondoko printzipioan oinarritzen da: lehergailu baten bidez soldatzeko piezen artean abiadur handiko eztanda lortzen da. Leherketan, txirimola antza fenomeno bat azaltzen da, eta, gainazalaren oxidozko partikulak kenduz eta deformazio plastiko handiaren ondorioz, bi piezen artean erabateko juntaketa lortzen da (ikus 4. irudia). Presio-ontzi eta aluminio/aluminio/altzairu aleazioen aldaketa-junturetan erabiltzen da bereziki.
2. Forjazko soldadura

Kasu honetan, ukipen-gainazalean zehar difusio eta bikorren birkristaltzearen bitartez, presio eta urtzeraino iritsi gabeko berokuntza mugatuaren konbinaziopean, piezak soldatu egiten dira.
Normalean, altzairu herdoilgaitzetan erabiltzen da, eta batez ere, galdaketazko soldadura desegokia den kasuetan.
3. Erresistentziazko soldadura
Nahiz eta presiozko soldaduraren eremuan sartu, erresistentziazko soldadura galdaketa eta presioa duen sistema mistoa da. Mota desberdinen artean, puntuzko soldadura da ezagunena.
Gehien erabiltzen den elektrodoa Cu-Co-Be aleazioaz egindakoa da. Bere formak oso desberdinak dira kasu bakoitzaren beharrak betetzeko
Edozein altzairu herdoilgaitz soldatzeko, puntuzko soldadura oso egokia da, zeren eta sistema honen bitartez bero-jaulkipena txikia denez, mikroegituraren propietate herdoilgaitzak eta ezaugarri mekanikoak ez bait dira aldatzen. Adibide gisa, puntuzko soldaduran altzairu gozozko xafletan azaltzen den tenperatur banaketa erakusten da 6. irudian.

Prozedura honen bitartez, xafla mehe eta ertainak (0'10-tik 5 mm-rainokoak) bi eta hiru soldatzen dira batera. Xaflen lodiera handiagoa baldin bada, arkuzko soldadura erabili beharko da.
4. Ultrasoinuzko soldadura
Mikroelektronikaren beharrak betetzeko; hau da, soldatu behar diren elementuen txikitasun eta tenperatur mugagatik, azken urte hauetan soldadur mota berriak azaldu dira. Hauetako bat ultrasoinuzkoa da.
Urre- eta aluminio-hari oso txikiak ( 25 m) zirkuitu elektronikoan ia berotu gabe soldatzeko, honako sistema erabiltzen da: hidrogenozko sugarraren bitartez hariak berotzen dira, berauen puntuei bola-forma eman arte. Ondoren, bola zirkuitu-gainazalaren kontra presionatuz, ultrasoinuzko bibrazioak aplikatzen dira. Modu honetaz, tenperatura igo egiten da pieza soldatu arte.
Soldadur mota hau automatizatuta aurkitzen da, eta gainera, oso azkarra dela esan behar dugu. Hari mehe bat soldatzeko adibidez, 0'005 segundo bakarrik behar dira.

Honenbestez bukatzen dugu soldadur sistemen aurkezpen txiki hau. Artikuluaren hasieran aipatu dugun bezala, ez dugu ahaztu behar soldadurarekin erlazionatutako beste arazoa, hau da, kalitate-kontrola. Nahiz eta hemen ez zehaztu, ia kasu guztietan, (garraio eta energi nuklearraren arloan bereziki) soldatu ondoren derrigorrez soldaduraren kalitatea ezagutu behar da. Ondorioz, kalitatea kontrolatzeko dauden sistemek edo teknikek izugarrizko garrantzia dute.
Rodriguez Ibabe, Jose Maria