



Feira de máquina ferramenta en Bilbao
Exhibidores europeos un ano máis

Como é habitual, este Bienal de Máquina Ferramenta contará con participantes de toda España. Desde o estranxeiro chegarán empresas de Alemaña, Austria, Francia, Italia, Portugal, Suíza, China e Bélxica.
Os sectores implicados serán: maquinaria de arranque de materiais e deformación de materiais, accesorios paira máquinas ferramenta, ferramentas paira máquinas, dispositivos de medición e control, CAD-CAM, equipos eléctrico-electrónicos, robots industriais, sistemas flexibles, etc...

Na xornada deste ano destacan as novidades que exporán algúns dos expositores. Topes corrixidos por control numérico paira cizallas e plegadoras, sistema de palpadores con transmisión por infravermellos, xeradores adicionais e absolutos, sistema de cambio rápido de ferramentas, elementos de automatización, transportadores de bandas, equipos de corte automático, máquinas especiais de tronzado paira perfís de gran sección, serra de cinta, fresas rotativas de metal duro, ferramentas manuais, chapa e tubos perforadoras, máquina de encartado automática de liñas, etc.
Mellora do sector

O éxito desta edición da máquina ferramenta coincide coa mellora da situación mundial, especialmente da exportación. En 1985, por exemplo, a exportación creceu un 41,5% respecto ao ano anterior. O incremento de prezos foi do 9%, polo que o crecemento real da exportación foi do 30%.
Un estudo realizado por unha consultora española sobre o sector da máquina ferramenta fai referencia á importancia estratéxica do país, o bo resultado da balanza comercial alcanzada en 1985, a clientela internacional, o potencial tecnolóxico, a rápida resposta que demandan as novas tecnoloxías, a ampla variedade de ofertas e a escasa dependencia tecnolóxica do exterior.
Así mesmo, a recuperación da actividade do sector, a incorporación á CE, o aumento das exportacións, a tecnificación do ensino, a planificación e mellor regulación das compras a realizar polo Estado español e as iniciativas comúns son os traballos a realizar nos próximos anos. Por último, cabe destacar o traballo realizado pola Asociación de Fabricantes de Maquinaria, que impulsa accións en beneficio da máquina ferramenta.
Explorando historial

Inicio da historia do corte de metais, XVIII. Debe situarse na segunda metade do século XX. Antes daquela época non había máquina ferramenta. Lendo o que di o enxeñeiro inglés Richard Reynolds en outubro de 1760 nun trocito escrito no seu diario, poderedes coñecer os problemas de entón. Reynolds quería formar un cilindro paira una máquina de vapor. O cilindro de latón fundido tiña una lonxitude de 9 pés e o seu diámetro interior era de 28 dedos. Dicía:
"Se se preparan dúas táboas de piñeiro de forma adecuada como soporte do cilindro, un chumbo derretió unha masa de chumbo de 300 libras, que se vertió ao cilindro formado por madeiras grosas en forma similar á circunferencia e, por tanto, una rápida formación da masa. Entón, amarráronse as cordas por dúas barras de ferro adaptadas á zona da masa, co cilindro recuberto de esmeril po e aceite. Tirando de cada corda seis homes lixeiros e fortes dispararon a masa até conseguir un bo acabado da superficie. Finalmente, virando un pouco o cilindro procedeuse ao pulido e o resultado obtido alegroume moito."

En 1776, James Watt conseguiu a primeira máquina de vapor con grandes defectos e un dos maiores inconvenientes na produción da máquina foi o mecanizado interior do cilindro de ferro fundido. O seu primeiro cilindro foi de folla, pero non se logrou una boa estanqueidad. Os métodos utilizados paira reducir a folgura entre o cilindro e o pistón, como teas, coiros e graxas, fracasaron.
Este problema foi superado por John Wilkinson cando inventou a máquina de mandrinar. Esta máquina era una ferramenta de corte montada nunha barra de mandrinado. A barra, mentres viraba, levaba a cabo a través do cilindro, obtendo así una superficie cilíndrica. (Ver figura 1). Esta foi a primeira máquina ferramenta e con ela James Watt triunfou coa máquina de vapor.
O inicio do corte de metal que coñecemos actualmente baséase na máquina ferramenta antes mencionada. Pódese dicir que constitúen a base da industria actual e é a esencia da maioría dos produtos da nosa sociedade.
Características das máquinas ferramentas
O obxectivo principal que se persegue coas máquinas ferramenta é:
" Cos movementos adecuados entre a ferramenta e a peza, crear a superficie necesaria "
Os fíos cortantes da ferramenta levantan a capa de material da peza. Este material chámase labra. As superficies máis fáciles de crear son launas e cilíndricas. Por exemplo, se una ferramenta desprázase cara atrás e cara adiante nunha liña recta e a peza que está debaixo da ferramenta realízase en dirección á ferramenta, créase una superficie lisa. Do mesmo xeito, si mediante o xiro da peza o avance da ferramenta é paralelo ao eixo de xiro da peza, pódese xerar una superficie cilíndrica. En xeral, una máquina ferramenta paira metais debe proporcionar dous tipos de movemento: o principal e o de avance.

O movemento principal proporciónao a máquina paira xerar un movemento relativo entre a ferramenta e a peza, de forma que a cara da ferramenta chegue até a peza. Normalmente, a maior parte da potencia total requirida nas operacións de mecanizado utilízase paira o movemento principal.
Tanto a máquina ferramenta como a peza poden ser obxecto dun movemento de avance e a extracción de labra xunto co movemento principal permite obter una superficie mecanizada coas características xeométricas requiridas.
As máquinas ferramentas pódense dividir en tres grupos en función da utilización de ferramentas dun só fío ou varias, ou da pedra abrasiva.
ALGÚNS PRODUTOS A EXPOR NA FEIRA ARRASATE, S.COOP  Esta sociedade presentará na Bienal una instalación de vangarda: un centro de estampación flexible. A través deste centro pódense obter as seguintes bonificacións:
 Este centro flexible de estampación consta de seis elementos:
As características mecánicas da prensa son:
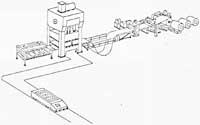
 Esta liña consta das seguintes máquinas:
(Non se vai a levar esta liña á Feira de Mostras paira non alargar demasiado a caseta)
PROXIMAMENTE  Entre os produtos presentados por esta sociedade destacan os seguintes.
As características deste control son as seguintes:
 As características deste control son as seguintes:
|



Buletina
Bidali zure helbide elektronikoa eta jaso asteroko buletina zure sarrera-ontzian







