



Sistemas flexibles: componente de CAD/CAM
Introducción


Como referencia, el CAD está equipado con funciones de diseño y dibujo asistido por ordenador.
Por otro lado, el CAM analiza los procesos y prepara los datos de máquina, mecanizado, montaje, inspección con ayuda del ordenador.
Con el aumento del coste de la maquinaria con tecnología avanzada, la solución económica real requeriría tres turnos de trabajo. Pero la mejora de la calidad de vida está cada vez más en contra del tercer turno de trabajo.
Por tanto, si se quiere cubrir los costes de las instalaciones y maquinaria, se requiere un funcionamiento lo más independiente posible de la mano de obra.
Una de las soluciones más fijas es la automatización flexible de la producción, el uso de sistemas flexibles.
Bajo el FMS existen máquinas, sistemas y equipos con microprocesador de alta y baja complejidad que cumplen los siguientes requisitos a los procesos de trabajo:
- Flexibilidad: es la capacidad de una máquina o sistema para ejecutar de forma automática diferentes tipos de productos.
Reprogramabilidad: la persona responsable del sistema, que es la facilidad de adaptar este sistema a un nuevo producto.
¿En qué áreas tecnológicas se aplican los sistemas flexibles?
Gracias al microprocesador, la mayoría de las máquinas han automatizado sus ciclos de trabajo. Así, rectificadoras, plegadoras, punzonadoras, curvadoras de tubos, cizallas, sierras, prensas de embutición, etc. (sin olvidar los centros de mecanizado y torneado).
Dentro de este amplio campo, limitamos nuestra explicación al mecanizado de piezas de arranque de viruta. Analizaremos, entre otras, cinco áreas:
- Maquinaria dirigida por CD.
- Eliminación automática de virutas
Revisión en proceso
Cambio automático de herramienta
Transferencia automática de piezas
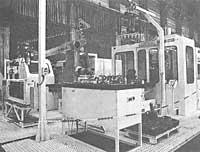
Maquinaria dirigida por CD
La fabricación flexible ha animado a los fabricantes a revisar el diseño de estructuras y cálculos. Por tanto, hay que tener en cuenta las siguientes características:
- Rigidez de las estructuras, minimizando las deformaciones provocadas por el efecto estático y dinámico.
- Mecanizado preciso y control geométrico de los planos de fijación y de las vías de rodadura, de forma que se optimicen los paralelismos y uniones.
Hoy en día la mayoría de los centros de mecanizado y torneado se construyen en base a chasis modulares, ampliamente dimensionados y nervados en chasis. Los cálculos se realizan por ordenador y se tienen en cuenta los cambios térmicos para evitar deformaciones inesperadas.
Los desplazamientos se realizan mediante patines de rodamiento minimizando las holguras de conductor. Cada eje de traslación está equipado con un tornillo de bola. El tornillo se añade sin torsión y sin holgura a un motor sin reductor. La posición se controla mediante captadores.
Auditoría en proceso
Parece que la tendencia de la inspección automatizada es eliminar el control final. Para ello se controlan las piezas durante el proceso de fabricación. Las funciones que se indican a continuación se basan en múltiples sensores/palpadores de dirección. Estos últimos están formados por un cuerpo y una cuña.
a) Medición automática de piezas en proceso Se
sustituye la herramienta por un palpador electrónico de medida y se retiene la pieza en varios puntos. Las
señales emitidas se envían al CD y éste ordenará los cambios de programa necesarios.b) Ajuste automático
de herramientas Otro palpador controla la herramienta antes y después de trabajar. Alejado de la viruta y del líquido de refrigeración y sujeto al chasis de la máquina.c) Control de la vida de la herramienta
Si una herramienta trabaja de forma automática y flexible, puede que pueda superar su vida teórica. Para evitar este problema, tras trabajar durante un tiempo determinado, la herramienta cambia.d) Alineación automática
de la pieza En el mecanizado de varias piezas, se debe mantener la posición de la pieza respecto al plano de trabajo. Basta con tocar la pieza con un sensor en dos puntos para que el CD pueda calcular el error angular y realizar las correcciones necesarias.e) Compensación de diferencias térmicas
Muchas veces los errores en el mecanizado se deben a variaciones térmicas. Estos fenómenos no son fáciles de medir. No obstante, mediante sensores y palpadores se pueden obtener datos aproximados.f) Control adaptador
En este campo se sigue el control de la potencia de corte del motor principal. Así, aunque la herramienta sufra desgaste, modificando el avance se pueden mantener las condiciones de corte sin modificar la carga máxima del motor.
Cambio automático de herramientas
Un manipulador o automatismo cambia la herramienta según lo indique el CD. El cambio se realiza una vez finalizada la vida de la herramienta o cuando se puede terminar dentro del mecanizado de una pieza.
Cambio automático de piezas. Robot industrial
En los centros de mecanizado se utiliza el carrusel de palos para el cambio de piezas.
En los centros de torneado es suficiente un robot manipulador. No de ocho o diez ejes, sino de cuatro o más.
Eliminación automática de virutas
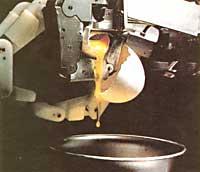
Uno de los factores más importantes a tener en cuenta es la eliminación de virutas en un sistema sin supervisión.
No hay solución para eliminar las virutas del stand, pero los siguientes factores nos ayudarán:
- Utilizar abundante líquido de refrigeración Cambiar la
- Combina el cepillo mecánico con la ducha de aceite.
viscosidad del líquido de refrigeración
Cambiar la posición y cantidad de los
respiraderos Mezclar el chorro de
aire con las duchas de aceite Utilizar el tiempo necesario para superar este problema, ya que luego puede resultar caro.
Célula flexible
Hay muchas construcciones celulares, pero aunque la mayoría son automáticas, no son flexibles. Cuando a una célula automática se le añade la palabra flexible, los lotes de piezas que pasan por ella son mínimos y el lote puede ser unitario. Para poder dar respuesta a esta forma de producción, las máquinas CD deben complementarse con las siguientes áreas y prestaciones tecnológicas:
- Identificación automática de piezas a la entrada de la célula mediante sistemas desderdinados (visión, tacto,...).
- Miniordenador con control celular completo
Transferencia automática de piezas entre máquinas.
Las máquinas, ya sin carrusel de paletas, se ubican junto a un robot industrial. Este robot debe tener las siguientes particularidades y características de control
- ejes para 6 niveles de
libertad - estructura polar, cartesiana o articulada
- capacidad de carga 40/60
kg - manos intercambiables
Inspección automática
Talleres flexibles
Estos talleres cuentan con varias células flexibles con varias máquinas de CD.
En este tipo de talleres se tendrán en cuenta los siguientes factores:
- Transporte interno automatizado: para ello se utiliza robot/carro. Se utiliza para el transporte de piezas y herramientas.
- Control completo del pie: puede haber uno o varios mini ordenadores. Una orientada a la fabricación en fábrica y otra a la gestión de producción y depósito.
Depósitos automáticos: mantenimiento por ordenador y depósito automático, actualizan el inventario.
Últimas urdimbre
Los sistemas flexibles afectan plenamente al campo de las máquinas herramientas. Es conocida la importancia de este sector en el País Vasco. Aunque la crisis ha atropellado a nuestras empresas desde mediados del siglo XIX, parece que algunas empresas empiezan a resurgir. Reducción de mano de obra, innovación tecnológica, etc. han sido necesarias. En definitiva, la productividad ha mejorado y es muy raro ver maquinaria sin control numérico. La mayoría tiene integrado este sistema.
Pero en 1992 otro lobo negro amenaza nuestra economía, es decir, los Estados miembros de la Unión Económica Europea constituirán un mercado libre. Por lo tanto, los aranceles que protegen ciertos productos desaparecerán. Entre otras cosas, España aparecerá en esta situación y, por supuesto, Euskal Herria también. Por tanto, la competitividad aumentará a nivel peninsular por la influencia de las empresas extranjeras y si se quiere sobrevivir habrá que mejorar la productividad.
Esta mejora vendrá de la mano de sistemas flexibles. Eso sí, cada empresa o producto necesitará sus propios sistemas. Por otra parte, los costes de diseño y ubicación de un sistema flexible son excesivos para las pequeñas y medianas empresas. Es cierto que los Centros de Investigación del País Vasco han dirigido sus investigaciones a esta línea, pero en otros países está ocurriendo lo mismo. Por lo tanto, el futuro puede ser oscuro si los investigadores y políticos de nuestro País no coinciden.
Buletina
Bidali zure helbide elektronikoa eta jaso asteroko buletina zure sarrera-ontzian







