



Machine tool fair in Bilbao
European exhibitors one more year

As usual, this Machine Tool Biennial will have participants from all over Spain. Companies from abroad will arrive from Germany, Austria, France, Italy, Portugal, Switzerland, China and Belgium.
The sectors involved will be: material starting and material deformation machinery, machine tool accessories, machine tools, measuring and control devices, CAD-CAM, electric-electronic equipment, industrial robots, flexible systems, etc...

This year's day highlights the novelties that some of the exhibitors will exhibit. Caps corrected by numerical control for shears and bending machines, palpators system with infrared transmission, additional and absolute generators, quick tool change system, automation elements, belt conveyors, automatic cutting equipment, special cutting machines for large section profiles, belt saw, hard metal rotary cutters, manual tools, sheet and perforating tubes, automatic line bending machine, etc.
Sector improvement

The success of this machine tool edition coincides with the improvement of the world situation, especially export. In 1985, for example, exports grew by 41.5% over the previous year. The price increase was 9%, so the real export growth was 30%.
A study by a Spanish consultant on the machine tool sector refers to the strategic importance of the country, the good result of the trade balance achieved in 1985, the international clientele, the technological potential, the rapid response demanded by new technologies, the wide variety of offers and the low technological dependence of the outside.
In addition, the recovery of sector activity, the incorporation into the EC, the increase in exports, the modernization of education, the planning and better regulation of purchases to be made by the Spanish State and the common initiatives are the work to be carried out in the coming years. Finally, it is worth noting the work done by the Association of Machinery Manufacturers, which promotes actions for the benefit of the machine tool.
Exploring history

Beginning of the history of metal cutting, XVIII. It should be located in the second half of the twentieth century. Before that time there was no machine tool. Reading what the English engineer Richard Reynolds says in October 1760 in a piece written in his diary, you will be able to know the problems of then. Reynolds wanted to form a cylinder for a steam engine. The cast brass cylinder was 9 feet long and its inner diameter was 28 fingers. He said:
"If two pine boards are properly prepared as cylinder support, a lead melted a lead mass of 300 pounds, which was poured into the cylinder formed by thick woods similar to the circumference and therefore a rapid formation of the mass. Then, the strings were tied by two iron bars adapted to the area of the mass, with the cylinder coated with emery powder and oil. Pulling each rope six light and strong men fired the dough to get a good surface finish. Finally, turning a little the cylinder was polished and the result obtained made me very happy."

In 1776, James Watt got the first steam engine with great defects and one of the biggest drawbacks in the production of the machine was the internal machining of the cast iron cylinder. Its first cylinder was blade, but good tightness was not achieved. The methods used to reduce the slack between the cylinder and the piston, such as fabrics, leathers and fats, failed.
This problem was overcome by John Wilkinson when he invented the boring machine. This machine was a cutting tool mounted on a boring bar. The bar, while rotating, was carried out through the cylinder, thus obtaining a cylindrical surface. (See figure 1). This was the first machine tool and with it James Watt triumphed with the steam engine.
The beginning of the metal cutting we currently know is based on the aforementioned machine tool. It can be said that they form the basis of today's industry and are the essence of most of our society's products.
Characteristics of machine tools
The main objective pursued with machine tools is:
" With the right movements between the tool and the part, create the necessary surface "
The cutting edges of the tool lift the material layer of the part. This material is called chip. The easiest surfaces to create are launas and cylindrical. For example, if a tool moves back and forth in a straight line and the piece below the tool is done in the direction of the tool, a smooth surface is created. Similarly, if by turning the part the tool feed is parallel to the turning axis of the part, a cylindrical surface can be generated. In general, a machine tool for metals must provide two types of movement: the main and the forward.

The main movement is provided by the machine to generate a relative movement between the tool and the part, so that the tool face reaches the part. Normally, most of the total power required in machining operations is used for the main movement.
Both the machine tool and the part can be subjected to a forward movement and the chip extraction together with the main movement allows to obtain a machined surface with the required geometric characteristics.
Machine tools can be divided into three groups depending on the use of single edge or multiple tools, or abrasive stone.
Some products to be exhibited at the fair Technical service  This company will present at the Biennale a state-of-the-art facility: a flexible stamping centre. Through this center you can get the following bonuses:
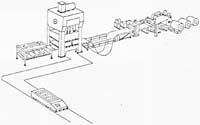 This flexible stamping centre consists of six elements:
The mechanical characteristics of the press are:
 This line consists of the following machines:
(This line will not be taken to the Trade Fair so as not to lengthen the stand too much)
COMING SOON  Among the products presented by this company are the following.
The features of this control are as follows:
 The features of this control are as follows:
|



Buletina
Bidali zure helbide elektronikoa eta jaso asteroko buletina zure sarrera-ontzian







