Azken urtetan konpositeek gorakada haundia izan dute hainbat sektoretan. Aeronautika-eta automozio-industriek betidanik erabilitako metalak, material berri hauetaz ordezkatzen ari dira beraien produktuetan. Baina, zer dira konpositeak? Zeintzuk dira berenabantailak?

Konpositeak, gutxienez bi gai desberdinez osatutako materialak dira: matrizeaz eta zuntzaz. Matrizearen funtzio orokorrak, zuntzak babestea eta tentsioak uniformeki banatzea dira. Organikoak, metalikoak edo zeramikoak izan daitezke, baina gehien erabiltzen direnak lehenbizikoak dira, eta horietan epoxi edo poliester-erretxinak. Zuntzen funtzioa berriz, konpositea indartzea da, eta organikoak eta ez-organikoak daude. Lehenbizikoen artean aramidak dauzkagu eta bigarrengoen artean beira eta karbonoa.
Matrizeak eta zuntzak mota askotakoak direnez, biekin egin daitezkeen konbinazioak amaigabeak dira. Horregatik material hauen ezaugarri garrantzitsuenetakoa behar bakoitzaren neurrira egin ahal izatea da.
Bestalde, material hauek erabilita pieza bukatuaren pisua erabat arintzen da eta gainera nahikoa geometria konplexuko piezak lor daitezke. Hala ere, batzuetan lotura adhesibo edo mekanikoak behar-beharrezkoak dira geometria konplexu konkretu batzuk lortzeko. Bi teknologien artean bat aukeratzerakoan, bakoitzaren abantailak eta eragozpenak aztertu beharko dira, eta ondoren, kasu berezi bakoitzera aplikatuz, aukeratutako teknologiaren azterketa egingo da.
Lotura mekanikoak oso erabiliak dira metaletan, baina konpositetan aplikatzean arazo batzuk dauzkate: materialak zulatzea, oxidazioa, pisu-gehikuntza eta batez ere tentsioen banaketa uniformea ez izatea. Lotura adhesiboekin berriz, loturan zehar tentsioen banaketa uniformea izaten da eta pisu-gehikuntza txikia da. Konpositeei dagokionez nahiz eta teknika nahikoa berria izan, lotura mekanikoa baino gomendagarriagoa da gaur egun.
Lotura adhesiboan, lotura fisiko eta mekanikoa egiten dira eta egin aurretik zein adhesibo-mota erabiliko den, piezen gainazal-prestakuntza, adhesiboa sendotzea eta loturaren diseinua definitu beharko dira.
Adhesibo bakoitzak portaera desberdina dauka tentsiopean, eta kasu berezi baten aurrean loturak jasango dituen tentsioak aztertu egin beharko dira adhesibo egokia aukeratzeko. Kasu batzuetan gainera, adhesibo berberarentzat sendotze-maila ezberdinak egon daitezke, portaera desberdinak azalduz.
Matrize organikoetan gehien erabiltzen diren adhesiboak estrukturalak dira, erreakzio kimikoaren bidez sendotzen duteralik. Poliuretanoak, akriliko estrukturalak, zianoakrilatoak eta epoxiak dira garrantzitsuenak.
Poliuretanoak
. Osagai batekoak, hezetasun edo beroaren bidez aktibatzen dira, eta bi osagaikoak berriz elkarrekin nahastutakoan; batzuetan gainera beroaren bidez. Adhesibo hauek oso erresistenteak dira talka, urradura eta tenperatura baxuekiko; oso malgu eta euskorrak dira eta ia ez daramate disolbatzailerik. Bestalde, hezetasuna eta tenperatura altuak ez dituzte oso ondo jasaten eta zertxobait toxikoak ere badira isozianatoagatik.

Akriliko estrukturalak
. Bi osagaiz eratuta daude: aktibatzailea substratu baten gainazalean zabaltzen da eta adhesiboa bestean. Biak elkartu ondoren berehala sendotzen da, beroaren beharrik gabe oso lotura erresistente eta euskorra lortuz. Baina tenperatura altuetan erresistentzi galerak dituzte, oso errekoiak dira eta usain gogorra daukate sendotu aurretik.
Zianoakrilatoak
. Hauek hezetasunaren bidez sendotzen dira. Gainera, substratuen gainazalek basikoak izan behar dute. Azidoa izango balitz, ez litzateke erreakziorik burutuko. Oso lotura erresistenteak lortzen dira, baina ezin dituzte tenperatura eta disolbatzaile gehienen eraginak jasan.
Epoxiak
. Hauen funtzionamendua poliuretanoen parekoa da. Bi osagaikoak elkarrekin nahastutakoan sendotzen dira (beroa gehigarri bezala erabiltzen da) eta osagai batekoak beroaren bidez. Epoxiek oso propietate onak dauzkate: tenperatura altuak, disolbatzaileak eta hezetasuna oso ongi jasaten dituzte, eta material gehientsuenak batzeko gai dira. Oso zurrunak dira, baina kontutan eduki behar da sendotzean burutzen den erreakzioa exotermikoa dela eta gainera biltegiratze-arazoak izan ditzaketela.
Adhesibo eta substratuen artean lotura egokia izan dadin, adhesiboak oso ongi busti behar ditu gainazalak eta horretarako beharrezkoa da adhesiboaren gainazal-tentsioa substratuena baino baxuagoa izatea. Bestalde, gainazala guztiz leuna ez bada, hobeto bustiko da.
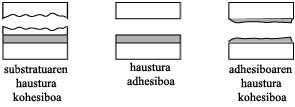
Substratu-mota eta beraien gainazal-egoeraren arabera, lotura bat tentsiopean jarrita desberdin hautsiko da: substratuen haustura kohesiboa, haustura adhesiboa edo adhesiboaren haustura kohesiboa gerta daitezke (1. irudia).

Substratuen haustura kohesiboa gainazalen egoera txarragatik edo substratuen erresistentzia txikiagatik gertatzen da. Haustura adhesiboa gertatzen denean, substratu eta adhesiboaren artean lotura ez dela egokia adierazten da; behar bada gainazalen prestakuntza txarragatik. Haustura kohesiboa dagoenean loturaren erresistentzia handiena lortu da eta loturak bere funtzioa bete duela esan daiteke.
Baldintza onenak izan ditzaten, substratuen gainazalak prestatu egin behar dira. Hiru era desberdin daude hau lortzeko:
- Deskoipeztatzea.
- Deskoipeztatze eta urradura.
- Deskoipeztatze eta tratamendu kimikoa.
Hiru hauetako bat aukeratzerakoan kontutan eduki behar da substratuen izaera. Konposite organikoentzat hain zuzen, gehien erabiltzen den tratamendua deskoipeztatze eta urradura da, kasu gehienetan tratamendu kimikoa egitea ezinezkoa delako. Deskoipeztatzearekin gainazalean egon daitezkeen ezpurutasunak kanporatu egiten dira eta urradurarekin gainazal zimurra lortzen da. Horrela adhesiboa gehiago sartuko da substratuetan. Kontu handia eduki behar da urradurarekin, zeren eta gehiegizkoa izango balitz, substratua delaminatu edo aire-burbuilak lehertu egingo lirateke.
Substratuen gainazalak tratatu eta adhesibo egokia aplikatu ondoren, sendotu egiten da. Prozesu honen bitartez, adhesiboa solido bilakatzen da eta sendotze-baldintzak (tenperatura, hezetasuna, presioa, ...) adhesibo bakoitzaren araberakoak dira; gehienetan aldakorrak, lortu nahi diren azken propietateen funtzioan.
Prozesu industrialari dagokionez, lehortzeko labeak, prentsak edo autoklabeak erabiltzen dira sendotzeko, piezen tamaina eta geometria, sendotze-baldintza eta produkzio-abiaduraren arabera.
Hala ere, lotura adhesiboa egin baino lehen oso kontutan eduki behar da bere diseinu eta geometria. Funtzionatzen ari den lotura adhesiboa tentsio desberdinen menpe egon daiteke: konpresio, trakzio, zizailadura, zatiketa eta zuriketaren menpe (2. irudia). Hauetatik, zatiketa- eta zuriketa-tentsioak oso gaizki jasaten ditu loturak eta horregatik diseinu guztietan ahalik eta gutxien erabili behar dira. Trakzio-tentsioak ere ez dira oso komenigarriak. Ongien jasaten direnak, zizailadura- eta, batez ere, konpresio-tentsioak dira.
Zatiketa/zuriketa-tentsioarekiko erresistentzia baxua izateak badu bere azalpena: tentsioa loturaren ertzetan kontzentratzen da eta azkenean puntu horietatik puskatzen da. Beste kasuetan berriz, tentsioa adhesibo guztian zehar uniformeago banatzen da eta horregatik jasangarriagoak dira (2. irudia).
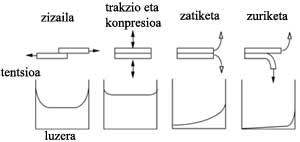
Sinbolikoki esan daiteke loturak konpresioan 1.000 kg jasaten baditu, zizailaduran 100 kg izango direla eta 1 kg besterik ez zatiketa/zuriketan.
Kontzeptu hauen ondoren, konpositeen arteko lotura adhesiboen tratamendua kasu bakoitzerako berezia dela esan daiteke. Hala ere, lotura hauek ohizko teknika bilakatzen ari dira eta etorkizun itsaropentsua dute.
Markaide, Nerea
Ureta, Esther