



Europan makina erreminten fabrikatzaileak elkartzen 1950. urte aldera hasi ziren. Orduan egin zen Parisen Makina Erremintari buruzko lehen erakusketa. Lehenbizi europarrek bakarrik zeukaten parte hartzerik, baina geroztik mundu guztiko fabrikatzaileek dute beren produktuen berri emateko aukera. Bi urtetik behin egiten da Hannover, Paris eta Milanen. Azkena, bederatzigarrena, Parisen iazko ekainean egin zen eta bertan makina erremintetan azken aldian eman diren urratsak ikusteko aukera izan zen.
Egia esan, aurrerapen horien berriak ez dira espaziuntzi, eskaner edo bonbak gidatzeko laserrak bezain distiratsu agertzen, baina ez da ahaztu behar beste horiek bezain abiada bizian ari direla aldatzen. Makina erreminta izan ere, gero eta emankorragoa, gero eta adimentsuagoa, gero eta automatizatuagoa da. Baina, zer da makina erreminta?
Makina erreminten eginkizuna
Guztiok dakigu alternadorea, garabia, automobila, hegazkina, ordenadorea edo ikuzgailua makinak direla. Makina erremintak berriz, makina horiek egiten diren industrietan daudenak dira. Fresatzeko makina, tornu, gainazalak leuntzeko makina, mandrinatzeko Makina erreminten eginkizuna makina, enbutizio-prentsa, arrabota, etab. deitzen dira.
Landugabeko piezei edo xaflei (altzairu, burdinurtu, plastiko, zur, eta abarrezkoei), forma ematen diete. Beren erreminten bidez materiala ebaki, urratu, tolestu, eta abar eginez eguneroko bizimoduan darabiltzagun makinen piezak burutzen dituzte.
Har dezagun telefono-aparatu bat adibidez. Plastikozko pieza horiek molde batetik atera dira, baina moldea fresatu, arteztu, leundu eta abar egin da altzairu edo burdinurtuzko landugabeko piezatik abiatuta. Automobilaren motoreko kulata adibidez, molde batetik ateratako pieza da, baina moldea makina erreminten bidez prestatu da, besteak beste eragiketa guzti hauek egin zaizkiolarik: fresatzeko makinak erreketa-ganbaren forma atera du, zulatzeko makinak balbulak ipintzeko zuloak egin ditu, mandrinatzeko makinak bukatu ditu doi-doi zuloak, hariztatzeko makinak eman die haria bujiak lotzeko zuloei, etab.
Makina erreminten barruan, familia edo sail asko egin daitezke, bakoitzak dozenaka mota des berdin dituela. Gainera egunero ari dira aplikazio berrietara moldaturik makina erreminta berriak ateratzen. Eta ez da harritzekoa, erabiltzen direneko fabrikazio-arlo guztiak kontutan hartuta. Izan ere prentsa erraldoietako 50 tonako piezetatik erlojuen engranaje ñimiñoetaraino edozer mekanizatu behar izaten bait dute.
Piezei forma ematen dieten erremintak ere, mila modutakoak dira: xafla zulatzeko altzairuzko barautsa, ardatz zilindrikoa mekanizatzeko tornuan txirbila harrotzen duen hortza, engranajearen hortzak artezten dituen harri urratzailea, enbutizio-trokela, hariztatzeko ardatza, etab.
Makina adimentsua
Zenbakizko kontrolak (ZK-k) azken urteotan adimena erantsi die makina erremintei, baina aldi berean makina erreminten kopurua murriztu egin da. Trebetasuna eta malgutasuna eman die zenbakizko kontrolak makina erremintei, mekanizazio-programa duelako. Programa horrek, halako erreminta piezaren beste halako puntuan ipin erazten du, gero beste hortz bati lana eragiten dio, ondoren fresa 56,87 mm-tan gerarazten du, etab.
Guzti horri esker, zenbakizko kontrola dela eta makina desberdinak "elkartu" egin ahal izan dira. Fresatzeko makina, zulatzeko makina, artezteko makina, eta abarrezko makinen segida baino gehiago, pieza osoa egiten duen "mekanizazio-zentrua" sortu ahal izan da.
Horretarako pieza bi edo hiru dimentsiotan desplaza daitekeen mahai batean lotzen da automatikoki. Mekanizatzeko erremintak ere automatikoki lotzen dira erreminta-etxe bat edo batzuetan, zeintzuek programan aukeratutako biraketa-abiadurak bait dituzte. Erremintak dorretxo biragarritan finkatzen dira, eta biltegitik programak behar den unean behar den erreminta-etxera eramaten ditu.
Orain arte lantegi mekanikoetan hogeitaka makina erreminta lerrokaturik egoten ziren, eta ibilgailu txikiek erdibukatutako piezez betetako kaxak makina batetik bestera eramaten zituzten. Orain ordea, produkzio bererako hiru mekanizazio-zentru ipintzea aski da. Bizpahiru teknikarik zaintzen dituzte gau eta egun etengabe funtzionatzen duten mekanizazio-zentruak, erreminten desgasteari erreparatzen diotelarik.
1960.eko hamarkadaren hasieran ordenadoreak garatu zirenean hasi ziren informatika makina erremintetan aplikatzen. Makina erremintak aspalditik automatizaturik zeuden, noski, eta funtzio desberdinak pertsonak parte hartu gabe burutzen ziren, baina makinen doikuntza aldiko egin behar izaten zen automatismoak konektatuko baziren.
Adibide baten bitartez esplikatuko dugu hori. Jo dezagun barauts batek 40 mm sakoneko zuloa egin behar zuela. 40 mm sakondutakoan tope bat eduki behar zuen barautsaren desplazamendua geraraztearren. Langileak ordea, barautsa aukeratu eta zulatu behar zen materiala kontutan hartuta biraketa-abiadura nahiz aitzinapen-abiadura ezarri behar zituen makinan. Prestaketa-lan guzti hauek eginda, makinak automatikoki lan egiten zuen.
Zenbakizko kontrolaren bitartez ordea, ordenadore batek etengabe erregistratzen du barautsaren desplazamendua, eta programa batek ondoko instrukzioa du: "40 mm zulatutakoan geratu". Instrukzio hau beste era honetara ere eman daiteke: "barauts etxea desplazarazten duen ardatzak 10,25 bira ematen dituenean geratu". Aldi berean programak barautsaren biraketa-abiadura eta aitzinapen-abiadura ezartzen ditu.
Zenbakizko kontrolaren abantailak
Makinan gertatzen diren fenomeno fisikoak programa informatikoan inskribatutako aginduekin konparatuz, mekanizazioko eragiketak automatizatu egiten dira, makinan bertan langileak errespetatu behar diren abiadurak ezarri beharrik gabe. Horri esker pieza baten mekanizazioa bukatutakoan hurrengo piezarena langileak parte hartu gabe automatikoki has daiteke. Kasu batzuetan gainera, mikra bateko doitasunak lortuz.
Azkartasun eta malgutasunean irabazten dena alde batera utziz, zenbakizko kontrolaren bitartez mekanizazioan kalitateari dagokionez ohizko mekanizazioaren oztopoak gainditzen dira. Hona hemen abantailatako batzuk:
- Langilearen trebetasunak edo trebetasun faltak ez du eraginik.
- Piezak serie handitan ez dago zertan fabrikaturik. Ohizko mekanizazioan pieza mota batetik bestera aldatzeko makinetan egin beharreko prestaketa-lanak alde batera uzteko, pieza-mota batetik kopuru handia fabrikatzera jotzen zen. Zenbakizko kontrolaren bidez ordea, 20 pieza egin edo 20.000 egin berdin dio. Kostuan ez dago alderik.
- Aspaldi egindako piezaren planoak eta mekanizazio-baldintzak askoz ere errazago topatzen dira. Duela bost urte egindako pieza hondatu delako ordezkoa eskatzen dutenean adibidez, pieza horren datu eta mekanizazio-baldintza guztiak ordenadorearen memorian egoten dira. Datuak makina egokira sartu eta pieza berehala egin daiteke.
ZK duela hogeitabosten bat urte hastapenetan bazegoen ere, gaur egun bere abantailak medio munduko makina erreminten produzio osoa harturik % 60 zenbakizko kontrolezkoa izatera heldu da.
Mekanizazio-teknika bernak

Makina erremintak, esana dugunez, funtzio bakarrekoak edo mekanizazio-zentroak izan daitezke, baina pieza beti ere konformazioz edo txirbila harrotuz landu izan ohi da. Hala ere, azken berrogeitamar urteotan mekanizazio-teknika bernak agertu dira. Hona hemen garrantzitsuenak:
- Elektroerosioa. Pieza eta erremintaren artean arku elektrikoa saltarazita mekanizatzen da. Erreminta normalean pieza zeharkatzen duen hari edo orratza da. Zuloa egiten du, adibidez, baina zuloak ez dauka biribila zertan izanik. Zulo karratu edo poligonalak ere berdin-berdin egin daitezke.
- Mekanizazio kimikoa. Elektrolisia dela esan daiteke.
- Eztandazko konformazioa. Matrizean dagoen xafla eztanda batek behartzen du forma eta erliebe jakin bat hartzera. Emaitza bera lor daiteke likido konprimaezina presio handiz sartuta.
- Laserrezko mekanizazioa. Bertan argiaren energiak mekanizatu behar den piezari partikulak kentzen dizkio. Doitasun handiko piezak lortzen dira.
- Mekanizazio ionikoa. Azeleratutako ioi-sortak laserraren gisa funtzionatzen du.
Mekanizazio-mota hauek egunetik egunera ari dira hobetzen. Batzuetan elkarrekin konbinatu ere egiten dira, prozedura klasikoen bidez lor ezin daitezkeen doitasunetara iristearren edo kostuak hobetzearren.
Informatikak eragindako aurrerapena
Parisen iazko ekainean izandako erakusketan ikusi ahal izan ziren makina erreminten zenbakizko kontrolean azken aldian izandako aurrerapenak. Programa trinkoagoak eta aberatsagoak agertu dira, batez ere mikroordenadoretan 32 biteko programak erabili direlako. Orain arteko 8 edo 16 biteko programekin izan ere, ordenadoreak funtzio asko ezin zituen gobernatu.
Pariseko erakustazokan hamar ardatzeko zenbakizko kontrolak agertu dira. Argi dezagun ZKren hastapenetan ardatz bakarrekoak (adibidez zenbakizko kontrolak "x" ardatzeko dimentsioak bakarrik kontrolatzen zituenak), bikoak eta hirukoak (hiru dimentsio kontro latzen zituztenak) zeudela.
Hamar ardatzekoak ez du esan nahi ordea, hamar dimentsioko espazioa dugunik; programak hamar funtzio gobernatzen dituela baizik. Mekanizazio-zentru berean izan ere, hiru ardatz koordenatuetako norabideez gain bizpahiru inklinazio desberdinetako mekanizazioak, erremintak erabiltzeko beste bizpahiru funtzio, etab. egon daitezke. Guzti hori, ordenadorearen 32 biteko memoriari esker lortu ahal izan da.
Trebetasunean, malgutasunean eta doitasunean egin diren aurrerapenak, makinaren diseinuari baino gehiago informazioa tratatzeko bizkortasunari zor zaizkio. Pieza leku batean dagoen bitartean mekanizazio-lan guztiak egin nahi zaizkio. Horregatik leku berean piezari torneaketa, fresaketa, brotxaketa, etab. egiten zaizkio, postua "zelula malgu" bihurtuz. Zelula horrek, noski, erreminta-multzo handia behar izaten du inguruan eskueran.
200.000 bira minutuko lortu nahian
Informatikaren alorrean egindako aurrerapenez gain, makina erremintak bete ohi dituen beste funtzioetan ere Parisen ikusi ahal izan zen berrikuntzarik. Ebaketa-abiadura (pieza eta erremintaren arteko abiadura erlatiboa) adibidez, gero eta handiagoa da. Izan ere alde batetik makinen organoak gero eta hobeak dira (arrabolezko errodamenduak dituzten kojineteak, airezko kojineteak, bibrazio-aurkako egiturak, etab.) eta bestetik ebaketa-erremintetan asko aurreratu da (altzairu lasterrezkoak egitetik wolframio karburo, boro nitruro, diamante, zeramika eta "cermet"ezkoak egitera iritsi dira).
Denbora luzez ebaketa-abiadura 15 eta 40 metro minutuko bitartean mantendu zen, baina hirurogeigarreneko hamarkadaz geroztik 80 eta 100 metro minutukoa nahikoa arrunta izan da. Azken aldian, eta Alemanian egindako ikerketei esker batez ere, 400etik 500 m/min-ko abiaduretara heldu dira eta aleazio arinetan laster 800-1.000 m/min-ra iristea espero da.
Biraketa-abiadurari dagokionez, 50.000 eta 60.000 bira minutukoak erabiltzen dira eta hiperdoitasunezko makina erremintetan 150.000tik 200.000 b/min-koak espero dira airezko kojineteak erabiliz.
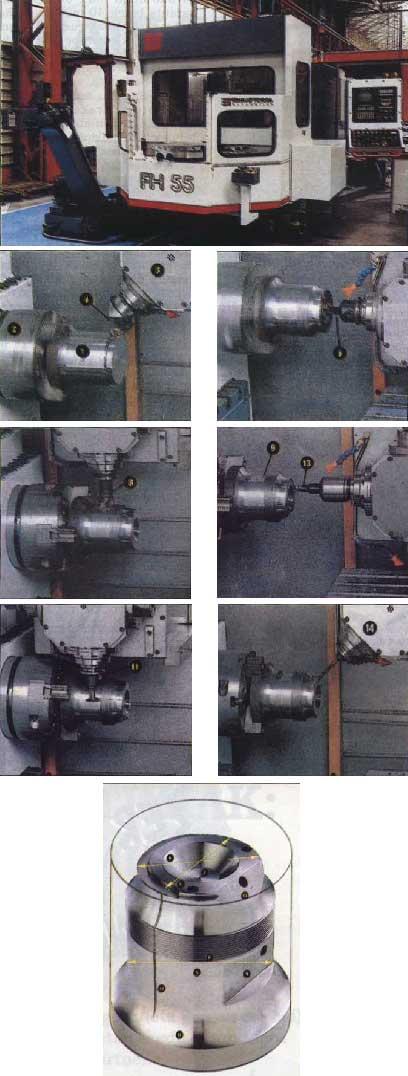
Irudian ikusten dena, zenbakizko kontrolez gobernatutako mekanizazio-zentroa da. Ongi babestua dago mekanizazio-txirbila eta -olioa kanpora atera ez daitezen. Mekanizatu behar den (I) pieza, altzairuzko zilindroa da. Makinak birarazten duen (2) platerean lotuta dago. Txirbila harrotzeko behar diren erreminta desberdinak, (3) dorretxo erreminta-etxean muntaturik daude. Makinak eraginda pieza biraka hasten denean, dorretxoak bira-zati bat ematen du eragiketa bakoitzean piezara une bakoitzean dagokion ebaketa-erreminta hurbiltzeko. Hauek dira mekanizazio honetan egingo diren eragiketak: Kanpo-torneaketa. (4) erremintak piezaren ardatzarekiko paralelo des plazatuz, iraganaldi bakoitzean txirbila harrotuko dio piezan nahi ditugun A, B eta C diametroak lortu arte. Hariztaketa. Beste ebaketa-erreminta batek (hemen ez da era kusten) (5) haria emango dio piezari zilindroaren luzera jakin batean. Barne-torneaketa. Dorretxoak ondoren (6) erreminta aurkezten du eta piezaren goiko aldean (7) sako nunea mekanizatzen du. Fresaketa. Dorretxoak (8) fresa ekartzen du piezara. Bi plano ebakitzen ditu: (9) saihetsean eta (10) goian, inklinaturik. Gero (11) fresak (12) arteka estua mekanizatzen du. Fresaketa hauek egiteko (eta hemendik aurrerako gainerako eragiketak egiteko ere bai), pieza geldirik mantentzen da eta erreminta da birak ematen dituena. Zulaketa. Zuloak (13) eta (14) barautsez egiten dira. Zulo bat pie zaren ardatzarekiko elkartzut egiten da eta bestea inklinaturik (14). Zenbakizko kontrolari esker, eragiketa guzti hauek automatikoki ordena horretan burutzen dira, piezan aurrez programaturik eta finkaturik dauden kotak errespetatuz (makina batzuetan mikrarainoko doitasunaz gainera). Programako instrukzioek gobernatzen dituzte erreminten aukeraketa eta kokapena, biraketa-abiadura, aitzinapen-abiadura, zulaketa-sakonera, etab.
Otaolaurretxi, Jon







