



Turn+ : Un processus de tournage plus sûr et plus abordable
Le tournage est un processus d'usinage connu depuis l'Antiquité, mais il continue de faire face à de grands défis avec le développement de nouveaux procédés de coupe, des kinésithérapies innovantes et des outils de dernière technologie. Les vibrations dues au manque de rigidité de la pièce ou de l’outil (ou de l’un des deux) sont le principal obstacle, ce qui affecte la productivité et la qualité des pièces. Bien qu'il existe des programmes, ils sont souvent coûteux et nécessitent une formation spécifique. L'application Turn+ a été développée par l'Université du Pays Basque et la Technologie de Monterrey en tant que solution simple et abordable pour la prise de décision, offrant la possibilité d'estimer les données clés du processus (telles que la force, la puissance, la stabilité ou la rugosité) dans les processus de tournage et d'alésage.
L'application Turn+ a été développée pour la simulation et l'optimisation des processus de tournage afin de prévoir à la fois les vibrations et les problèmes de qualité. Voici comment travailler avec cet outil.
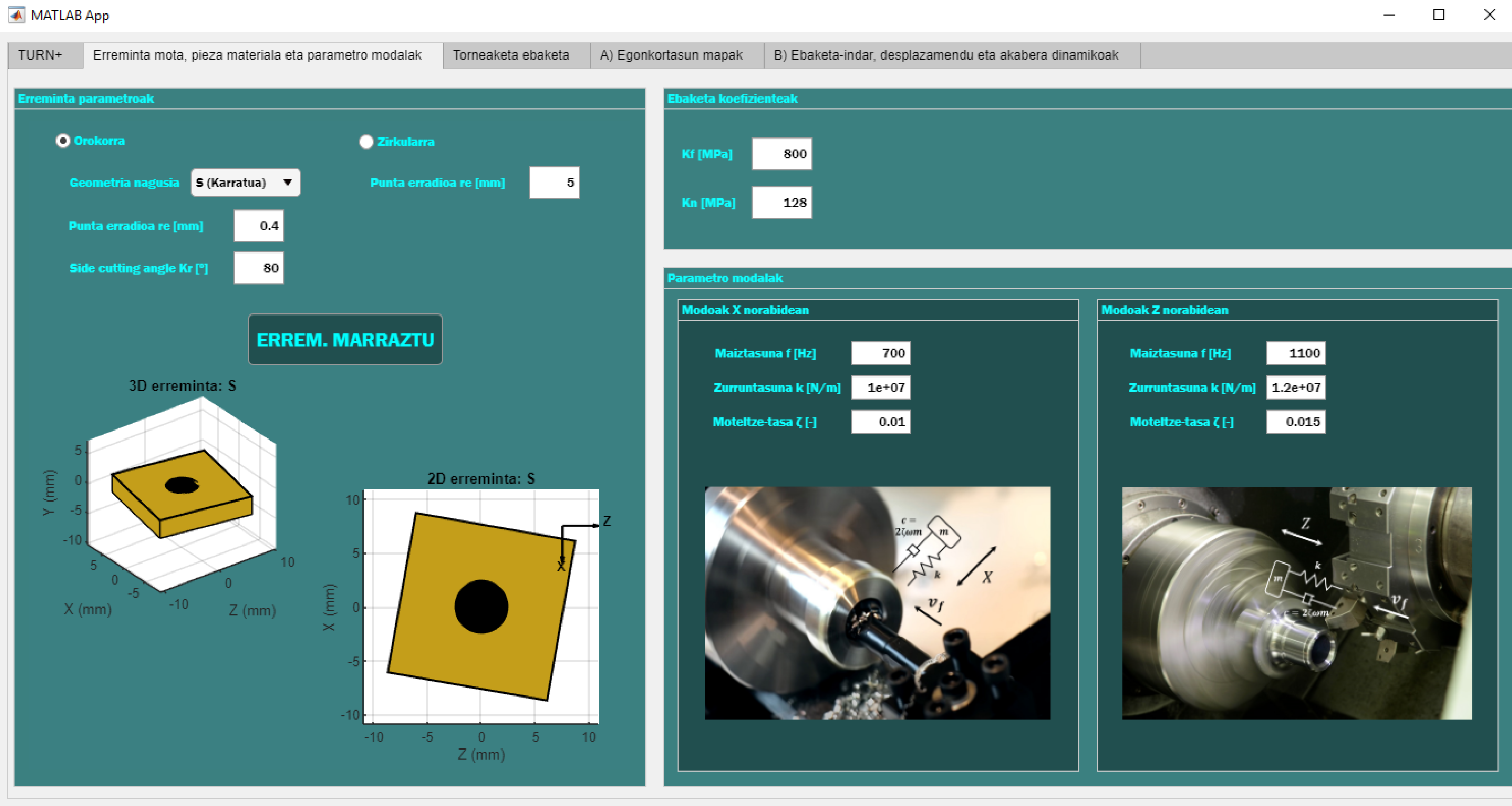
Tout d'abord, les paramètres initiaux doivent être définis (figure 1):
- Type d'outil et géométrie: l'application dispose de différents types d'outils au choix: pointe ronde (circulaire, R), triangulaire (T), ou rhomboïdale (C, D, V). Chacun d'eux nécessite la définition des variables Kr (angle de position) et/ou re (rayon d'avant) correspondant à la géométrie.
- Coefficients de coupe (matériau): Les coefficients de coupe (Kf, Kn) reflètent la résistance mécanique, l'élasticité et/ou la flexibilité du matériau par rapport à l'outil. En théorie, ces paramètres n'affectent pas la rugosité par rapport à une coupe stable (dans la formule théorique de rugosité, \(Ra = {f^2 \over 32r}\)où f est l'avance et r est le rayon de la plaque). Cependant, dans les systèmes flexibles (outils très longs, parois minces, etc.), la tendance vibratoire est complètement conditionnée par l’ampleur des forces de coupe – et donc par les coefficients.
- Modes et type de tournage (externe ou interne): Avant d'exécuter l'application Turn+, vous devez obtenir les paramètres modaux du système (par exemple, par des essais d'impact). Comme il est organisé, il sera très facile de prendre en compte les trois paramètres modaux: fréquence naturelle, rigidité et taux d'amortissement. Parallèlement à cela, il est nécessaire de définir le type de tournage: dans notre cas, il est essentiel de choisir le tournage externe (cylindrée) ou interne (alésage). En principe, seuls les modes directionnels Z et X sont pris en compte dans les analyses.
Une fois ces trois ensembles configurés, Turn+ est prêt à commencer les simulations.
Fonctions de l'application Turn+
Une fois les paramètres initiaux correctement définis, Turn+ lance une simulation dynamique. Les équations dynamiques qui régissent le comportement du système sont résolues dans des intervalles de plusieurs vitesses de rotation (en abscisses) et de profondeur de coupe (en ordre). Ainsi, grâce à la technique d’intégration Euler, les forces de coupe sont calculées dans le temps en tenant compte des paramètres dynamiques, des coefficients de coupe et de la géométrie de l’outil. L'accélération, la vitesse et la position causées par les forces de cisaillement instantanées sont constamment mises à jour.
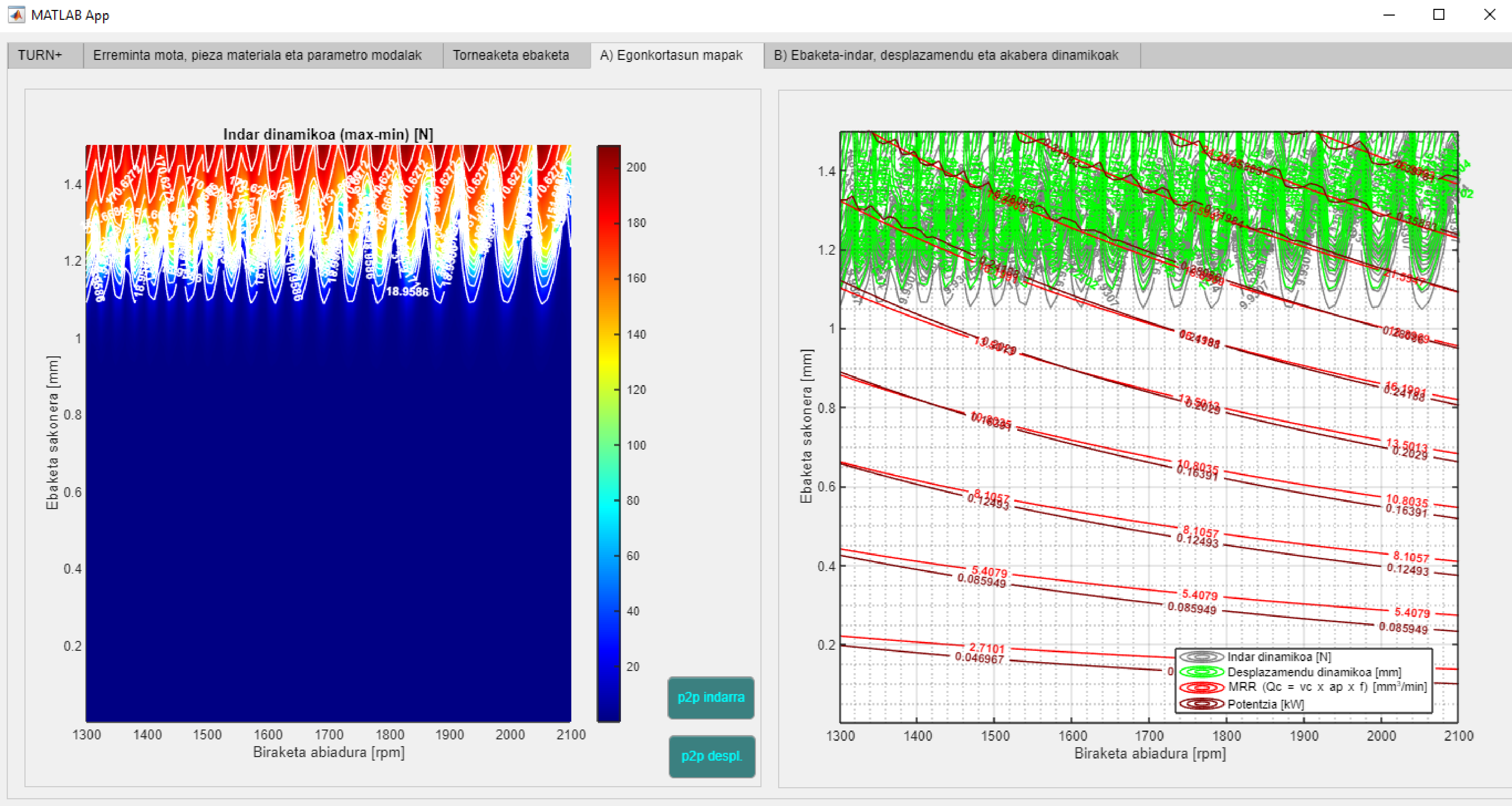
Le seuil à partir duquel les vibrations chatter commencent est identifié si, pour une vitesse de rotation donnée, en augmentant la profondeur de coupe, la différence entre le maximum et le minimum des forces dynamiques devient très sensible. Lorsque cela se produit, cela signifie que nous sommes entrés dans un lobe vibratoire, ce qui marque une zone de coupe instable. Les diagrammes ne fournissent pas une limite absolue de stabilité, mais plutôt une tendance ou un gradient à l'instabilité. C'est pourquoi un diagramme multivarié (figure 2, à droite) est également fourni avec le diagramme lobulaire, exprimé en forces dynamiques de crête en crête (figure 2, à gauche). Il indique également les isolats des forces dynamiques, la puissance, le débit de copeaux (MRR, mass removal rate) et la rugosité moyenne attendue. Ainsi, l'utilisateur dispose d'une carte unique résumant les estimations des variables clés du processus en termes de productivité et de qualité de la pièce.
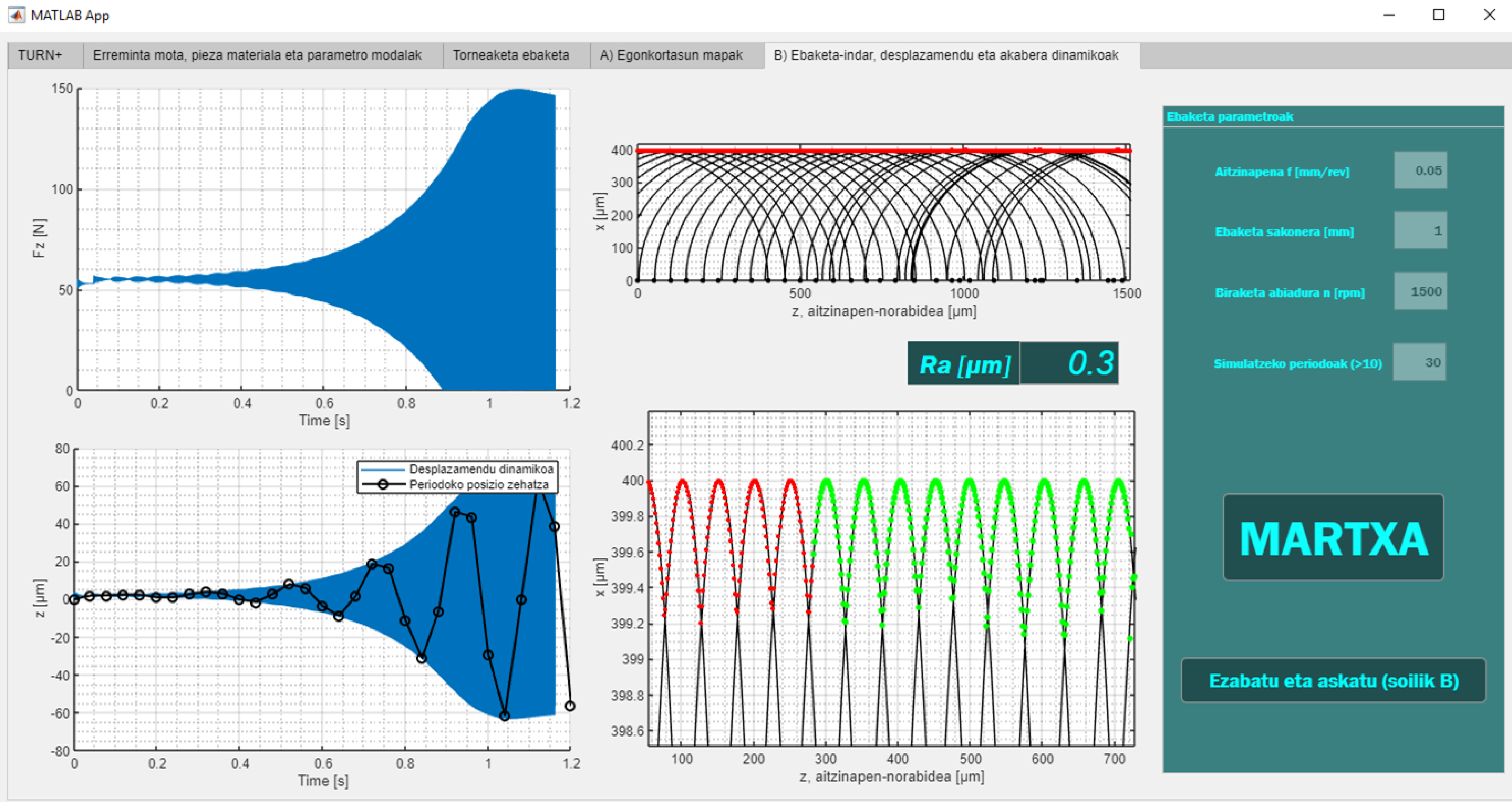
Mais Turn+ ne se limite pas à cela. Il est également capable de calculer la rugosité dynamique pour un cas particulier. D’abord, les déviations (déplacements) générées par l’outil par rapport au parcours théorique sont enregistrées toutes les périodes (t, t+T, t+2T,...). Avec ces données de position, il est possible de compléter le profil de trace. La figure 3 montre un cas spécifique de rotation externe dans lequel l'outil vibre dans la direction Z.
Cela a des conséquences directes sur le profil de rugosité à la surface de la pièce. Ce cas indique une situation instable dans laquelle la force de coupe et la vibration sont toutes deux sujettes à de mauvaises tendances. L'intervalle utilisé pour calculer la rugosité moyenne (Ra) est dessiné en vert (à l'exclusion des transitions).
De cette façon, Turn+ offre à l'utilisateur une interface simple et facile à utiliser pour entrer dans le processus de tournage de niveau moyen à élevé. Il contient une configuration initiale complète des paramètres qui comprend des données de géométrie dynamique et kinématique du système, ainsi que des résultats précis sur les variables les plus importantes. De cette façon, dans la nouvelle ère du tournage numérique, Turn+ peut devenir un outil précieux à la fois pour l'apprentissage et pour la prise de décision dans l'industrie.En fait, cette application complète le chemin commencé avec l'application Mill+.
Bibliographie
[1] G. Bonjour, L.N. López de Lacalle, F.J. Campa, A. Fernandez, A. Elias, Stability prediction in straight turning of a flexible workpiece by collocation method, International Journal of Machine Tools and Manufacture, Vol. 54–55, 2012.
[2] G. Urexcelo, Prédication de la stabilité dans les processus de tournage par la méthode de collage des polynômes de Chebyshev, thèse de doctorat, Université du Pays Basque, UPV-EHU, 2014.
[3] J.A. Palais, D. Olvera, G. Bonjour, M. A. Elías-Zúñiga, O. Martínez-Romero, L.N. López de Lacalle, C. Rodríguez, H. Martínez-Alfaro, Combination of simulated annealing and pseudo spectral methods for the optimum removal rate in turning operations of nickel-based alloys, Advances in Engineering Software, Vol. 115, 2018.
[4] G. À Urexcellent, D. Olvera, Mill+: outil de fraisage stable et de qualité, Elhuyar, 09/12/2024.
Buletina
Bidali zure helbide elektronikoa eta jaso asteroko buletina zure sarrera-ontzian










